







Drawing-to-Part: How to Submit Casting Drawings for Fast, Accurate Quotes from India
May 11, 2026
One of the most consistent sources of delay in the casting sourcing process is not the supplier’s response time. It is the quality of the information the buyer provides. An incomplete or ambiguous drawing package arriving at an Indian foundry will produce one of two outcomes: a delayed quote while the supplier tries to resolve the ambiguities through email exchanges, or a quote based on assumptions that may not match what the buyer intended, leading to expensive surprises during first article inspection.
This article explains exactly what to include in a casting drawing submission, how to structure the information, what common omissions to avoid, and how to get a fast, accurate, comparable quote from an Indian casting and machining supplier.
Casting Drawing vs Machined Part Drawing: Understanding the Difference
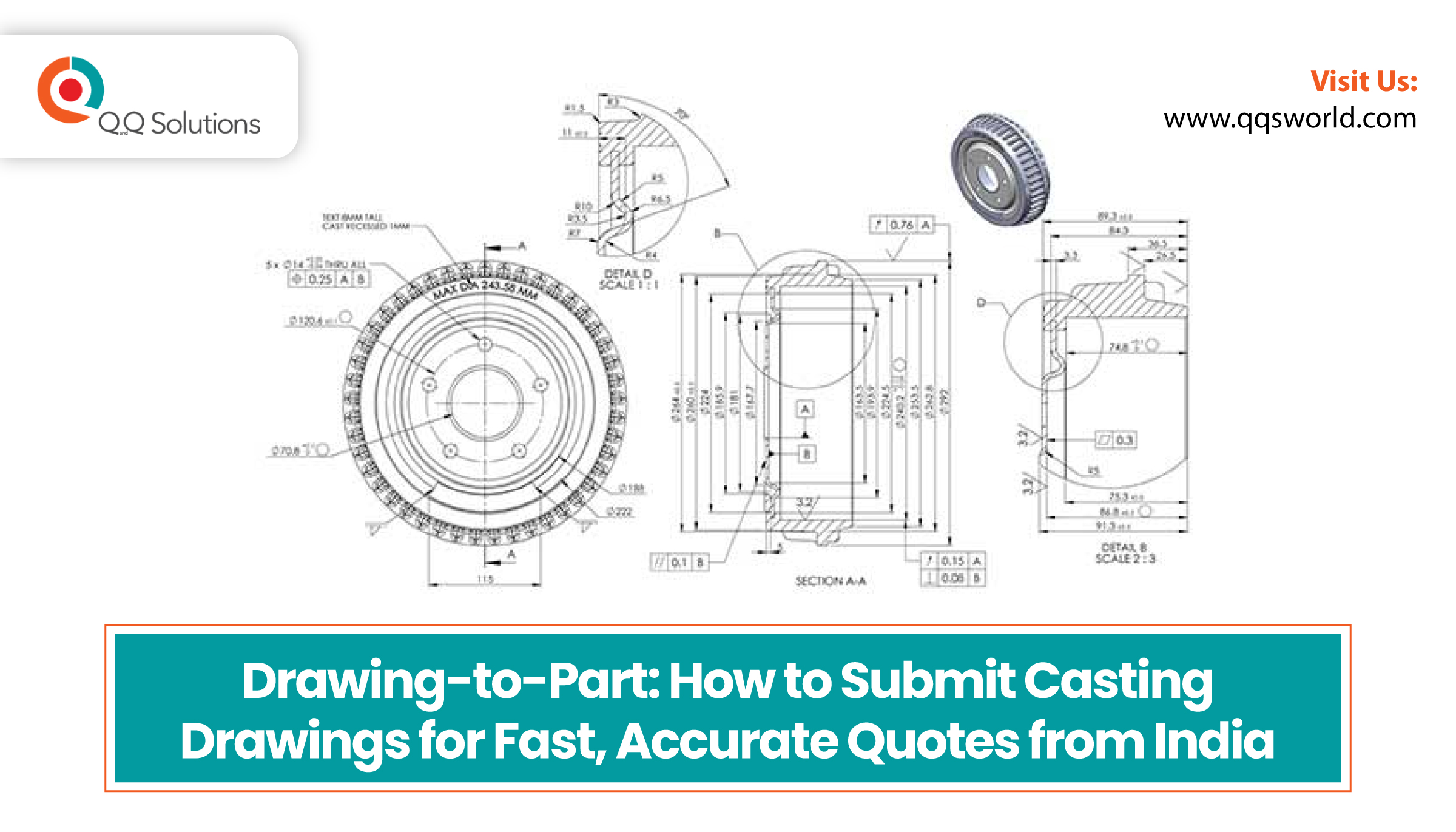
The drawing itself is the foundation. For precision machined castings, you will typically have two related documents: the casting drawing, which defines the as-cast geometry, parting lines, draft angles, cored features, and dimensional requirements before machining; and the machined part drawing, which defines the final geometry after all machining operations are complete.
Many buyers, particularly those sourcing machined castings for the first time from a new supplier, submit only the machined part drawing. This creates an immediate problem for the foundry: they need to design a pattern and a gating system that will produce a casting from which the machined drawing can be achieved. Without a casting drawing, the foundry must work backwards from the machined geometry to infer what the raw casting needs to look like. Providing both drawings accelerates the quoting process considerably.
If you do not have a casting drawing — which is common when re-sourcing a part that was previously made by a different supplier — tell the supplier explicitly. Say that the casting drawing does not exist and that you expect the supplier to develop it as part of the tooling process, subject to your approval. Most capable Indian foundries can do this, but they need to know that is the expectation so they can scope it appropriately in the quote.
File Formats: What to Send and Why 3D Data Matters
The drawing format matters less than the completeness of the information it contains. PDF is universally acceptable and preferred for initial RFQ submissions. If you have native CAD files — STEP or IGES for 3D, DXF for 2D — attach them as well.
Three-dimensional CAD data allows the foundry’s engineers to check for undercuts, thin sections, and features that may be difficult to cast or machine, and to simulate filling behaviour if they use casting simulation software. The STEP file also allows the machining shop to program CNC toolpaths directly rather than working from 2D projections, which reduces programming time and the likelihood of interpretation errors. Sending a STEP file alongside your PDF drawing is one of the simplest things you can do to improve quote quality and reduce first article risk.
How to Specify Tolerances Correctly — Including GD&T
The single most important thing on any precision casting drawing is the complete and unambiguous specification of all tolerances. General tolerances should be called out explicitly — state the relevant standard, whether that is ISO 2768, ASME B4.1, or a company-specific tolerance standard, and state the class. Do not assume the supplier will apply the same default tolerances your previous supplier used.
Tight tolerances should be called out directly on the dimension. If you are using GD&T, make sure the feature control frames are complete — datum references, material condition modifiers, and tolerance values must all be present. An incomplete GD&T callout is worse than no GD&T callout because it creates an illusion of precision that may not survive the quoting engineer’s scrutiny. A position tolerance without a datum reference, or a profile tolerance without a stated value, leaves the supplier no choice but to ask or to guess.
Surface Finish Requirements: Every Machined Surface Needs a Callout
Surface finish requirements need to be specified for every machined surface. The notation system varies by regional convention — Ra values in micrometres are standard in most of Europe and Asia, RMS values in microinches are common in North American drawings. Whatever system you use, be consistent and make sure every machined face has a callout.
The foundry and machining shop need to know which surfaces are finish-critical — for sealing faces, bearing interfaces, and mating surfaces — and which surfaces are non-critical and can be achieved with standard production methods. This information directly affects tooling costs, cycle times, and the quote. A drawing that applies the tightest surface finish requirement to every surface as a blanket note will generate a higher quote than one that differentiates between functional and non-functional surfaces.
Material Specification: How to Reference It Correctly
Material specification must be complete and must reference a recognised standard. If your part requires ductile iron to ASTM A536 Grade 65-45-12, say exactly that. Do not write simply “ductile iron” or “SG iron” or reference an internal company specification without providing its equivalent in an internationally recognised standard.
Indian foundries work to Bureau of Indian Standards equivalents as well as ASTM, EN, DIN, and BS standards, but they need to know which standard governs and which grade is required so they can confirm their melt chemistry and mechanical property test procedures align with your requirements. If your material specification includes additional requirements beyond the standard grade — specific element ranges, impact test requirements at low temperature, hydrogen content limits — call these out explicitly as supplementary requirements on the drawing or in a separate specification document referenced on the drawing.
Heat Treatment: When and How to Specify It
Heat treatment requirements, where applicable, must be specified. If your casting requires annealing to relieve stress, normalising for consistent microstructure, or austemper treatment for austempered ductile iron, state the process, the temperature range, the hold time, and the expected mechanical property outcome.
Heat treatment adds cost and lead time, and the supplier needs to know whether it is in scope and whether they perform it in-house or subcontract it. A supplier who subcontracts heat treatment but has not told you so introduces a quality control gap that you should know about. Asking about heat treatment capability explicitly is a reasonable part of any supplier assessment.
Inspection Requirements: The Most Overlooked Section of Any RFQ
The inspection requirements section of your drawing package often receives less attention than it deserves. Specify what you want tested and to what standard. If dimensional inspection is required, state the number of characteristics to be reported and whether you want full ballooned drawings with measurement results mapped to balloon numbers.
If you require material certification — mill certificates or heat-number-traceable chemical analysis — say so explicitly. If you require mechanical property testing — tensile, hardness, impact — state the test type, the number of test pieces per batch or per heat, and the acceptance criteria. If NDT is required — ultrasonic testing, radiographic testing, magnetic particle inspection, dye penetrant — specify the test standard, the acceptance class, and whether you require third-party certified laboratory testing or whether in-house testing by certified personnel is acceptable.
Packaging, Quantity, and Delivery: Complete the Picture
Packaging and shipping requirements belong in the drawing submission even though they are not strictly part of the drawing. Machined castings with precision surfaces need protection during transit. If your parts require individual wrapping, specific rust inhibitor application, custom packaging to prevent handling damage, or any requirements related to sea freight container packing, include these in your RFQ. A supplier who has costed your quote without knowing that each part requires individual VCI film wrapping and a custom wooden pallet will need to revise the price, and that revision will delay your programme.
Quantity and delivery requirements must also be clearly stated. Provide both the initial order quantity and the expected annual demand if you anticipate repeat orders. Foundries making investment decisions about tooling need to understand the total opportunity. State your expected delivery requirement — whether that is an in-hand date at your facility, an ex-works date, or an FOB date — your preferred Incoterms, and whether air freight is ever acceptable or whether sea freight is the only logistics route you will use.
How to Structure the RFQ Package for Minimum Response time
When you have assembled all of the above information, send it as a single, organised package. A covering document that summarises the key requirements — part number, material, casting process if specified, quantity, delivery requirement, certification requirements — and attaches all drawings, specifications, and standards in clearly labelled files makes the quoting engineer’s job significantly easier and gets you a faster response.
An RFQ that consists of a single email line saying “please quote the attached” with a drawing that has no material specification, no tolerance standard, and no quantity will either receive a heavily qualified quote or be deprioritised in the quoting queue in favour of enquiries that are easier to respond to. The investment of an extra hour organising your RFQ package is repaid many times over in the quality and speed of the responses you receive.
Have the Technical Conversation Before You Submit
A final practical point: if you have questions about the drawing before submitting — if you are unsure whether a feature is castable, whether a tolerance is achievable in the material and process you have specified, or whether there is a more cost-effective way to achieve the functional requirement — ask before you submit the RFQ. A capable Indian casting supplier will welcome a pre-RFQ technical conversation.
It is the beginning of the kind of collaborative relationship that produces good parts at competitive prices, rather than the adversarial back-and-forth that characterises difficult sourcing relationships.
Submit Your Casting Drawing to QQS
QQS welcomes detailed drawing submissions for precision machined castings and commits to a full technical review and quotation response within five working days of receiving a complete package. Every drawing is reviewed by a qualified engineer who will flag any concerns before quoting, not after tooling has been cut. Contact the QQS team to begin.


